
Manufacturing and Sourcing
Our Equipment
Our in-house R&D lab and QC testing capabilities, combined with our network of audited GMP-certified manufacturing partners.
From Amino Acids to Pure Peptide APIs
Peptide Synthesis Process Flow
Our comprehensive six-step synthesis workflow ensures consistent quality and purity for every peptide we produce.

Amino Acid Activation
Preparing activated amino acid building blocks with appropriate protecting groups for selective coupling.
Coupling Reaction
Forming peptide bonds between the growing chain and activated amino acids using carbodiimide chemistry.
Deprotection
Removing protecting groups to expose the next reactive site for continued chain elongation.
Cleavage from Resin
Releasing the synthetic peptide from solid support using TFA-based cleavage cocktails.
Purification (HPLC)
Isolating target peptide from impurities using preparative reverse-phase HPLC with C18 columns.
Lyophilization
Freeze-drying the final purified product for long-term stability and convenient storage.
Infrastructure and Equipment
Production Capabilities
Our vertically integrated production ecosystem covers every stage of peptide manufacturing, from synthesis to final delivery.

Peptide Synthesis
SPPS and LPPS Synthesis Capabilities
Our state-of-the-art production line features automated solid-phase peptide synthesizers (SPPS) and liquid-phase peptide synthesizers (LPPS), supporting both Fmoc and Boc chemistry strategies. We handle linear peptides, cyclic peptides, and complex modifications including phosphorylation, glycosylation, and fluorescent labeling, with capacity ranging from milligram research-scale to kilogram commercial-scale production.
- Automated SPPS and LPPS synthesizers
- Fmoc and Boc chemistry strategies
- Linear, cyclic, and modified peptides
- 2 to 100+ amino acid chain length
- Milligram to kilogram scale capacity

Purification Systems
RP-HPLC C18 Preparative Chromatography
Our multi-stage purification infrastructure combines reverse-phase high-performance liquid chromatography (RP-HPLC) with C18 preparative columns, ion-exchange chromatography, and size-exclusion chromatography. This multi-modal approach enables us to achieve exceptional purity levels exceeding 99% for even the most challenging peptide sequences, operated entirely in-house and at audited partner GMP facilities.
- Preparative RP-HPLC systems with C18 columns
- Ion-exchange chromatography (IEX)
- Size-exclusion chromatography (SEC)
- Multi-step purification protocols
- Greater than 99% purity capability

Analytical Testing
HPLC, LC-MS/MS, NMR and Comprehensive QC
Our dedicated QC laboratory is equipped with industry-leading analytical instrumentation including high-resolution HPLC systems, tandem mass spectrometry (LC-MS/MS), nuclear magnetic resonance (NMR) spectrometers, and amino acid analyzers. Every batch undergoes rigorous characterization and quality verification, with comprehensive Certificates of Analysis (COA) provided for full traceability.
- HPLC and UHPLC purity analysis
- LC-MS/MS mass spectrometry
- NMR structural confirmation
- Amino acid analysis (AAA)
- Comprehensive COA with full traceability


Packaging and Delivery
Professional Packaging, Global Cold Chain Logistics
We provide professional pharmaceutical-grade packaging solutions including vacuum-sealed vials, temperature-controlled containers, and desiccant-equipped shipping materials. Our global cold chain logistics network, partnered with DHL and FedEx, ensures your peptide APIs maintain optimal stability from our facility to your doorstep anywhere in the world.
- Vacuum-sealed amber vial packaging
- Temperature-controlled shipping containers
- Global cold chain logistics (DHL, FedEx)
- Express worldwide delivery with tracking
- Full batch documentation and compliance
Facility Tour
Laboratory and Production Gallery
Take a look inside our modern R&D laboratory, production floor, and quality control facilities.

R and D Laboratory

Testing Lab

Production Equipment

Chromatography System

Storage Facility
Shipping and Logistics
Scale and Performance
Production Scale Metrics
Key Performance Indicators
mg to kg
Synthesis Scale
50+ batches/month
Batch Capacity
95% - 99.9%
Purity Range
3 days - 4 weeks
Lead Time
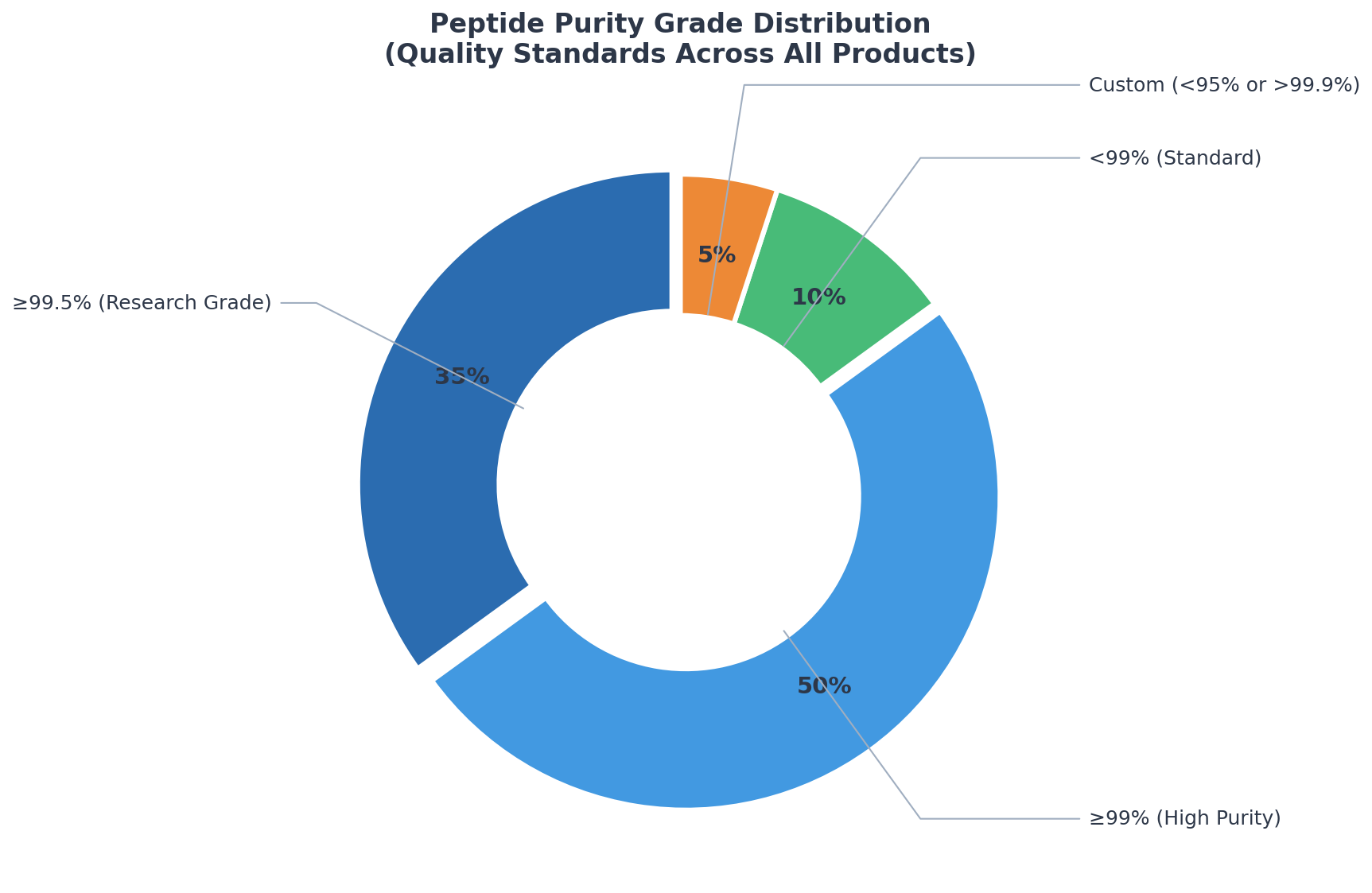
Distribution of purity grades across our peptide product catalog, with the majority meeting greater than 99% purity standards.
Product Range Overview
Product Portfolio Distribution
Our diverse peptide portfolio spans six major application categories, serving customers across cosmetics, pharmaceutical, nutrition, and personal care industries.
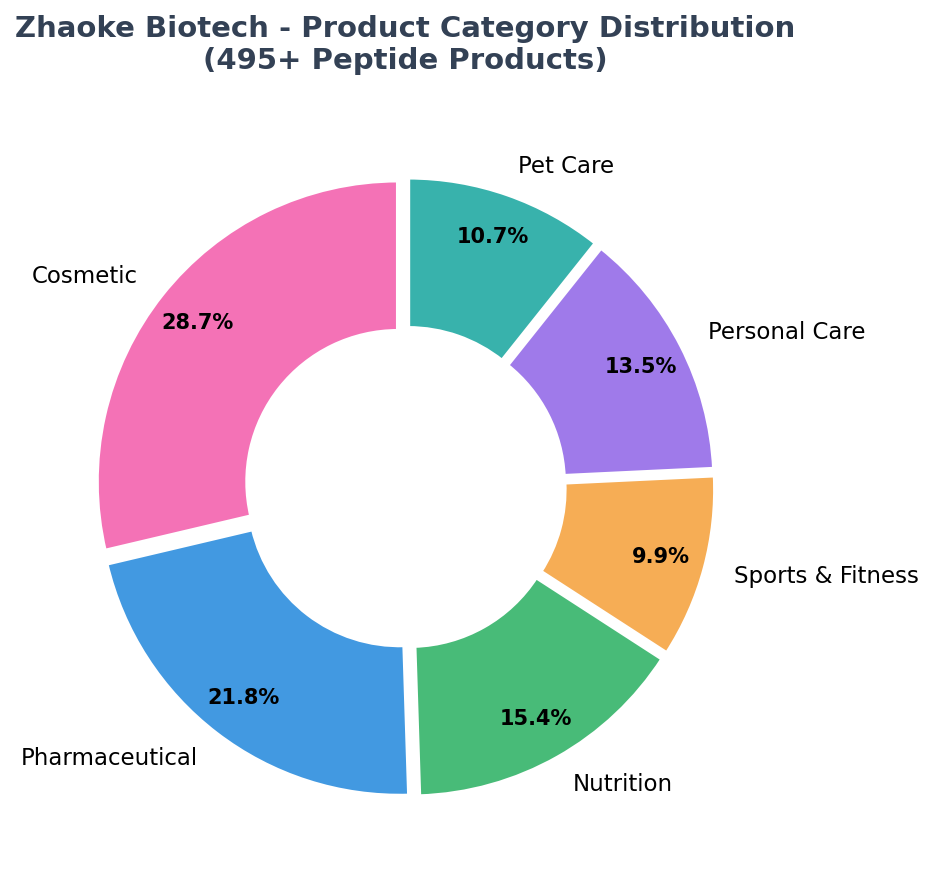
Total of 496 peptide products across six categories, with Cosmetic and Pharmaceutical peptides forming our largest segments.
Our Process
Four Steps to Your Peptide APIs
From sourcing to delivery, our streamlined four-step process ensures you receive high-quality peptides on time, every time.
Source
Source raw materials from certified global suppliers
Qualify
Qualify every batch through rigorous in-house testing

Stock
Stock inventory for fast delivery worldwide
Deliver
Deliver with cold chain logistics to your door
Interested in Our Manufacturing and Sourcing Capabilities?
Contact us to discuss your project requirements, request a quote, or schedule a virtual facility tour with our technical team.
Contact Us