
Quality Assurance
Quality Assurance and Service
Comprehensive quality verification — from incoming GMP partner batch inspection to final release, every batch is traceable and verified.
Partner Manufacturing Capabilities
Two Pathways to Your Peptide Supply
Through our network of audited manufacturing partners, we deliver both GMP-grade peptide APIs for clinical and commercial programs, and flexible custom synthesis for research and development — all backed by comprehensive quality assurance.
GMP Peptide CDMO Services
Through our audited GMP-certified manufacturing partners, we provide comprehensive contract development and manufacturing services for peptide APIs. Our partner network operates FDA-inspected facilities with validated cleanroom processes, supporting projects from preclinical development through commercial scale.
FDA-Inspected GMP Facilities
Partner sites have passed US FDA inspections with validated cleaning protocols and dedicated peptide production suites.
Scalable Synthesis
From gram-scale process development to multi-kilogram commercial batches, with consistent batch-to-batch quality.
Advanced Technology Platforms
Solid-Phase Peptide Synthesis (SPPS), Liquid-Phase Peptide Synthesis (LPPS), and hybrid methodologies for complex sequences.
Rigorous QC Systems
In-process control (IPC) monitoring, HPLC, LC-MS/MS, peptide mapping, and comprehensive batch release testing.
Regulatory Documentation
IND, DMF, CEP filing support, CMC compliance, and complete regulatory strategy for global submissions.
Global Compliance
Experience with FDA, EMA, NMPA inspections and submissions. Support for EU REACH, TGA, and PMDA requirements.
Typical Applications
Custom & Non-GMP Peptide Services
We support universities, CROs, and pharmaceutical R&D teams with flexible-scale custom peptide production and diverse modification options — all delivered under ISO-compliant quality systems with rigorous analytical verification.
Advanced Synthesis Technology
Microwave-assisted SPPS, semi-automated systems for complex sequences. Production scale from milligrams to 100+ grams.
Quality Verification
HPLC and LC-MS analysis on every batch. Research-grade purity standards (≥95% to ≥99%). Full traceability on raw materials.
Flexible Customization
Sequence modifications (acetylation, amidation, cyclization), dye and isotope labeling (FAM, FITC, biotin, ¹³C, ¹⁵N), carrier protein conjugation (BSA, KLH).
Confidential & Secure
NDA signing available. Complete project confidentiality with dedicated technical support throughout.
Fast Turnaround
No minimum order quantity (MOQ). Rapid turnaround and global delivery via temperature-controlled logistics.
Custom Packaging
Custom packaging and lyophilization solutions tailored to your stability and handling requirements.
Typical Applications
Quality Assurance Workflow
5-Step Quality Control Process — from raw material inspection to final product release

Raw Material Inspection
All incoming amino acids and reagents are verified for identity, purity, and certificate documentation before entering production.
In-Process Testing
Rigorous monitoring at every synthesis step including coupling efficiency checks and intermediate purity assessment.
Analytical Validation
Comprehensive testing using HPLC, LC-MS/MS, NMR, and other methods to confirm identity, purity, and structural integrity.
Stability Studies
Accelerated and long-term stability testing under ICH conditions to establish shelf life and storage requirements.
Final Release
Complete documentation review (COA, MSDS, batch records) before approved shipment to customer.
Our Quality Commitments
Six pillars of quality that define every product we deliver

Raw Material Verification
Every batch of incoming amino acids, reagents, and solvents undergoes rigorous identity testing and purity verification with full certificate review before entering the production pipeline.
In-Process Controls
Rigorous monitoring at every synthesis step ensures consistent quality throughout production. Real-time tracking of coupling efficiency, reaction completeness, and intermediate purity is performed.
Analytical Characterization
HPLC, LC-MS/MS, MALDI-TOF MS, NMR, and amino acid analysis are employed for complete structural confirmation and purity verification to the highest industry standards.
Complete Documentation
Full Certificate of Analysis (COA), Material Safety Data Sheet (MSDS), and detailed batch records are provided with every shipment for complete regulatory compliance and traceability.
GMP-Compliant Processes
Manufacturing and sourcing follow strict GMP guidelines with validated standard operating procedures (SOPs), regular equipment calibration, and comprehensive staff training programs.
Continuous Improvement
Ongoing process optimization, method development, and customer feedback integration drive our commitment to enhancing product quality and operational excellence year after year.
5-Step Quality Assurance Process
A streamlined workflow ensuring consistent quality from raw materials to final delivery
Incoming QC
Verify raw materials and reagents
In-Process Testing
Monitor synthesis at key stages
Release Testing
Full analytical characterization
Documentation Review
COA, MSDS and batch record verification
Final Release
Approved for shipment to customer
Analytical Testing Methods
We employ a comprehensive suite of state-of-the-art analytical techniques to ensure every product meets the highest standards of purity, identity, and structural integrity. Each method is validated and performed by trained analytical chemists in our QC laboratory.
| Method | Purpose | Standard |
|---|---|---|
| HPLC (Reverse Phase) | Purity determination | ≥99% typical |
| LC-MS / MS | Molecular weight and identity | MW ±1 Da |
| MALDI-TOF MS | Mass confirmation | MW ±0.5 Da |
| NMR | Structural confirmation | 1H and 13C NMR |
| Amino Acid Analysis | Composition verification | ±5% theoretical |
| Peptide Content | Net peptide determination | By AAA or NMR |
| Residual TFA | Counter ion content | Reported |
| Water Content | Moisture determination | Karl Fischer |
| Microbiology | Bioburden testing | USP <61> |
| Endotoxin | LAL test | <10 EU/g |
Purity Standards Across Our Portfolio
Flexible purity tiers to match every research need and budget
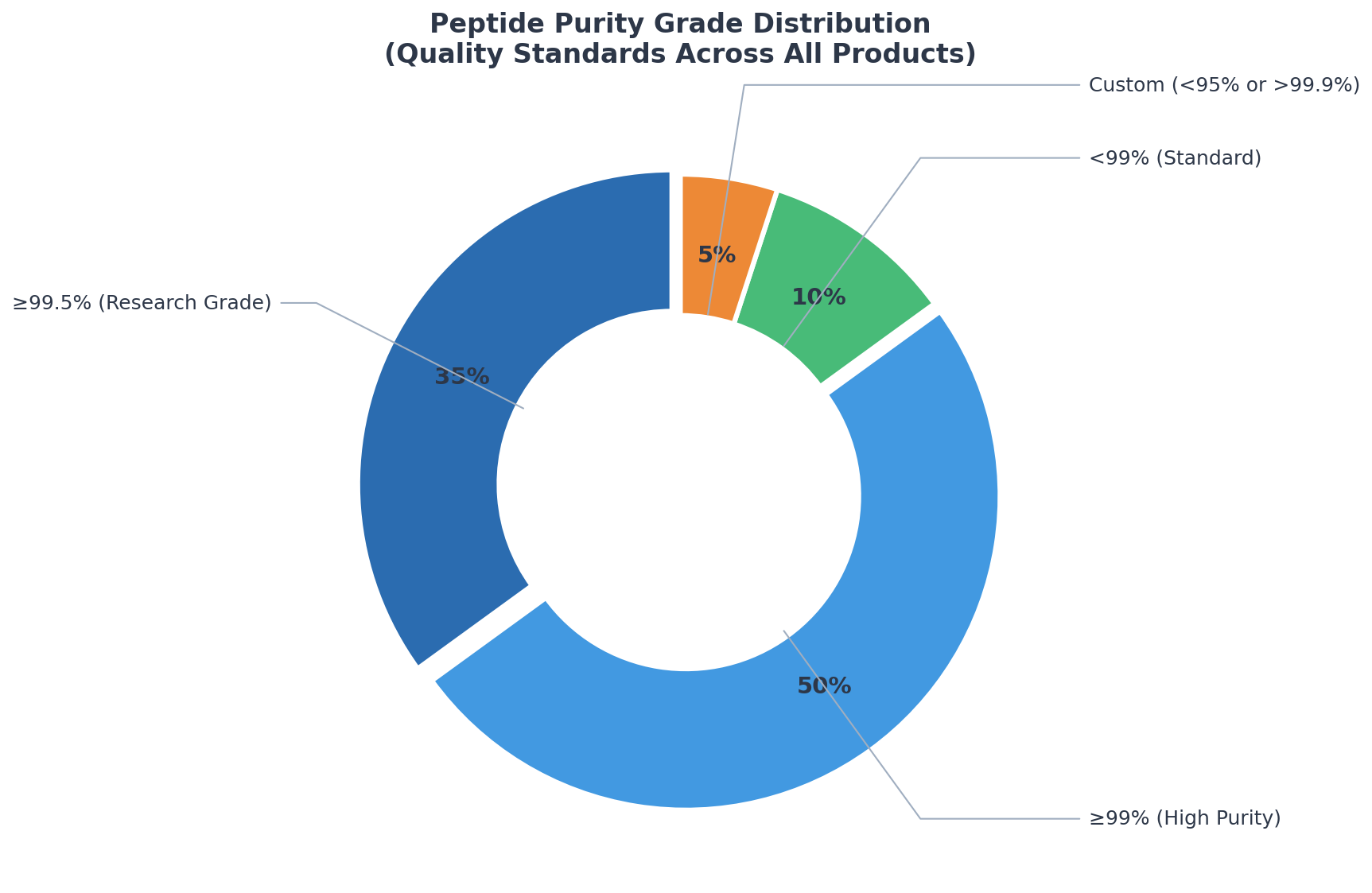
Research Grade
≥99.5%Highest purity for demanding research applications
High Purity
98-99.5%Standard high purity for most applications
Standard
95-99%Cost-effective option for preliminary studies
<95% or >99.9%
CustomTailored to specific customer requirements
Certifications and Compliance
Industry-recognized certifications demonstrating our commitment to quality and regulatory standards
ISO 9001:2015
Certified Quality Management System ensuring consistent processes and continuous improvement across all operations.
GMP-Compliant Manufacturing
Good Manufacturing Practice compliant processes with validated SOPs, equipment qualification, and cleanroom operations.
HACCP Food Safety Certification
Hazard Analysis Critical Control Points certified for food-grade peptide production and handling.
Full COA and MSDS Documentation
Comprehensive Certificate of Analysis and Material Safety Data Sheet provided with every product batch.
Third-Party Lab Verification
Independent laboratory verification available upon request for additional quality assurance and regulatory needs.
Quality Guarantee
Every product is backed by our quality guarantee. If any product does not meet the specifications stated in the Certificate of Analysis, we will replace it free of charge or provide a full refund. Our commitment to your satisfaction is unconditional.
Request Documentation
Need a Certificate of Analysis, MSDS, or other quality documentation for your project? Our team is ready to provide all necessary compliance documents.
Contact Us